Construction Waste Recycling & Pavement Brick Production Solution — QT12-15 Block Machine Application Case
With the continuous advancement of China’s urbanization, the resource utilization, harmless treatment and high-value conversion of construction waste have become key pillars of urban green development and the “Zero-Waste City” initiative. Leveraging our mature intelligent block-making technology and turnkey engineering capabilities, we delivered a complete solution for a construction waste recycling project in a region of China. The project is powered by our **QT12-15 fully automatic block making machine**, which converts demolition waste, waste concrete and broken bricks into high-quality recycled permeable pavement bricks, sidewalk pavers, interlocking bricks and slope protection bricks that meet municipal engineering standards — turning waste into valuable green building materials while enabling low-carbon production and high-value utilization.
1. Project Background
The region generates a large volume of construction waste, and traditional disposal methods such as landfilling occupy large areas and create significant environmental pressures. A high-efficiency, industrialized production line with **high automation, stable operation, reliable capacity and qualified product quality** was urgently needed to achieve on-site treatment and nearby utilization of construction waste. Based on the client’s raw material characteristics, production scale and product standards, we customized a complete solution for recycled pavement brick production from construction waste, enabling efficient implementation of waste recycling through intelligent equipment.
2. Solution Configuration & Core Equipment
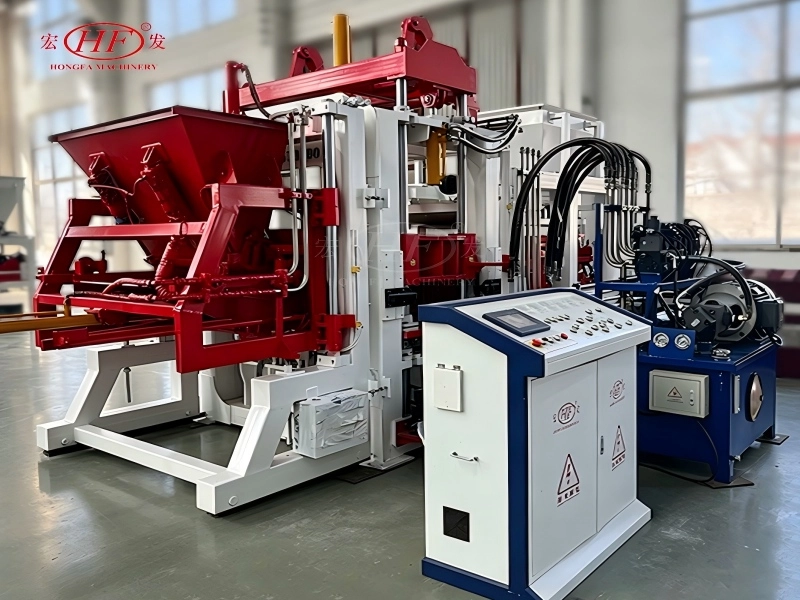
The production line is centered on the QT12-15 fully automatic block making machine**, supported by crushing and screening systems, precision batching systems, forced mixing systems, automatic board lifting/lowering and stacking systems, pallet return systems and intelligent electrical control systems, forming a fully automated, continuous and intelligent production process.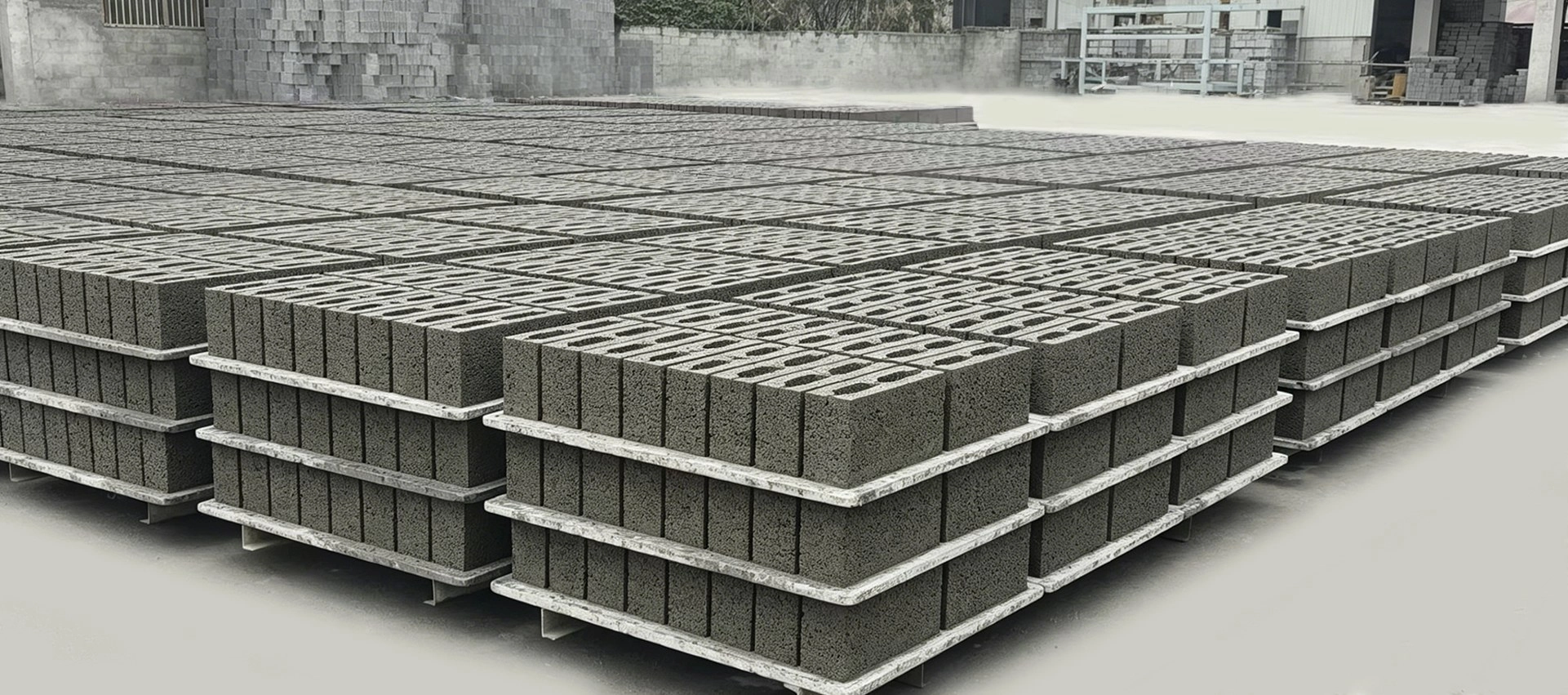 Key Advantages of the QT12-15 Block Machine
1. Reliable Intelligent Control
Equipped with a PLC intelligent control system and touchscreen HMI, the machine features parameter memory, fault diagnosis, production statistics and remote monitoring functions, ensuring stable operation, easy operation and significantly reduced labor dependency.
2. High-Frequency Vibration & Pressure Forming**
Utilizes platform resonance combined with upper mold pressure vibration technology, delivering high forming pressure and uniform material distribution. This ensures recycled pavement bricks with high density, stable strength and consistent appearance**, meeting the load-bearing and water permeability requirements of municipal road surfaces.
3. High Efficiency for Large-Scale Production
Short cycle time and large single-mold output enable continuous, stable production, meeting the large-scale and high-efficiency requirements of construction waste recycling projects.
4. Multi-Purpose Flexible Production
Quick mold changes allow production of various products including pavement bricks, permeable pavers, sidewalk bricks, grass pavers and slope protection bricks, adapting to diverse applications in municipal works, landscaping, roads and water conservancy projects.
5. Optimized for Recycled Raw Materials
The feeding and vibration systems are optimized to handle the uneven particle size and moisture content fluctuations of construction waste aggregates, ensuring stable forming and improving the utilization rate of recycled materials and product qualification rate.
3. Production Process
The project adopts an energy-efficient, sinter-free curing process**:
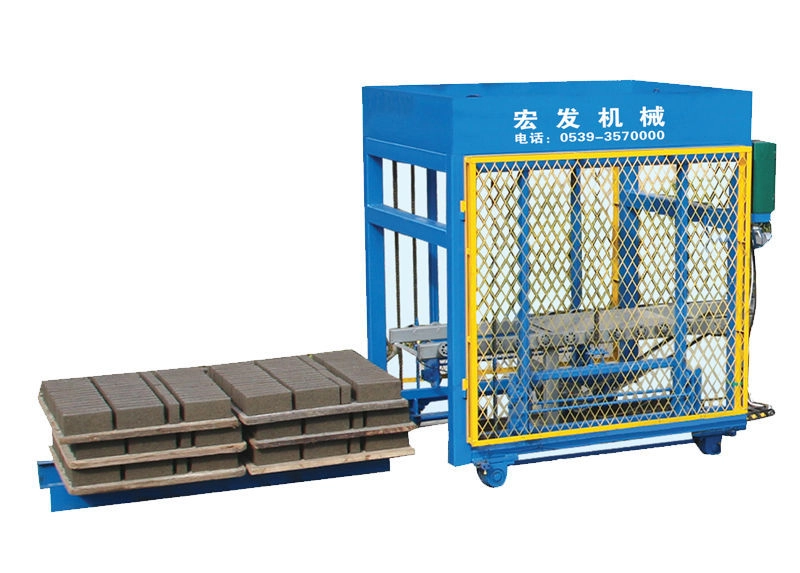
Construction Waste → Crushing & Screening → Precision Batching → Forced Mixing → High-Pressure Vibration Forming → Board Lifting & Conveying → Curing → Stacking & Warehousing
The entire process features enclosed production, centralized dust treatment and recycled water use, fully complying with environmental emission standards.
4. Project Benefits
- Environmental Benefits: Large-scale consumption of construction waste reduces landfilling and pollution, while lowering natural sand and gravel extraction and carbon emissions.
- Social Benefits**: Supplies high-quality recycled pavement bricks for municipal roads, parks, squares and rural road projects, supporting the development of Zero-Waste Cities.
- Economic Benefits**: Low raw material costs, high automation, low operating costs and stable return on investment enable high-value utilization of construction waste.
5. Conclusion
The successful commissioning of this project fully demonstrates the **high adaptability, stability and cost-effectiveness** of our QT12-15 fully automatic block making machine in the field of construction waste recycling. It provides a replicable and scalable solution for producing pavement and municipal bricks from construction waste in China.
Specializing in intelligent block-making equipment and turnkey waste recycling solutions, we offer integrated services including process design, equipment manufacturing, installation and commissioning, technical training and after-sales support tailored to clients’ raw materials, capacity, site conditions and product requirements. We remain committed to driving the green, low-carbon and high-quality development of the building materials industry.
Key Advantages of the QT12-15 Block Machine
1. Reliable Intelligent Control
Equipped with a PLC intelligent control system and touchscreen HMI, the machine features parameter memory, fault diagnosis, production statistics and remote monitoring functions, ensuring stable operation, easy operation and significantly reduced labor dependency.
2. High-Frequency Vibration & Pressure Forming**
Utilizes platform resonance combined with upper mold pressure vibration technology, delivering high forming pressure and uniform material distribution. This ensures recycled pavement bricks with high density, stable strength and consistent appearance**, meeting the load-bearing and water permeability requirements of municipal road surfaces.
3. High Efficiency for Large-Scale Production
Short cycle time and large single-mold output enable continuous, stable production, meeting the large-scale and high-efficiency requirements of construction waste recycling projects.
4. Multi-Purpose Flexible Production
Quick mold changes allow production of various products including pavement bricks, permeable pavers, sidewalk bricks, grass pavers and slope protection bricks, adapting to diverse applications in municipal works, landscaping, roads and water conservancy projects.
5. Optimized for Recycled Raw Materials
The feeding and vibration systems are optimized to handle the uneven particle size and moisture content fluctuations of construction waste aggregates, ensuring stable forming and improving the utilization rate of recycled materials and product qualification rate.
3. Production Process
The project adopts an energy-efficient, sinter-free curing process**:
Construction Waste → Crushing & Screening → Precision Batching → Forced Mixing → High-Pressure Vibration Forming → Board Lifting & Conveying → Curing → Stacking & Warehousing
The entire process features enclosed production, centralized dust treatment and recycled water use, fully complying with environmental emission standards.
4. Project Benefits
- Environmental Benefits: Large-scale consumption of construction waste reduces landfilling and pollution, while lowering natural sand and gravel extraction and carbon emissions.
- Social Benefits**: Supplies high-quality recycled pavement bricks for municipal roads, parks, squares and rural road projects, supporting the development of Zero-Waste Cities.
- Economic Benefits**: Low raw material costs, high automation, low operating costs and stable return on investment enable high-value utilization of construction waste.
5. Conclusion
The successful commissioning of this project fully demonstrates the **high adaptability, stability and cost-effectiveness** of our QT12-15 fully automatic block making machine in the field of construction waste recycling. It provides a replicable and scalable solution for producing pavement and municipal bricks from construction waste in China.
Specializing in intelligent block-making equipment and turnkey waste recycling solutions, we offer integrated services including process design, equipment manufacturing, installation and commissioning, technical training and after-sales support tailored to clients’ raw materials, capacity, site conditions and product requirements. We remain committed to driving the green, low-carbon and high-quality development of the building materials industry.